

機床規(gui)格:Φ150×650(最大(da)加(jia)工直徑×最大(da)加(jia)工長度)
二、機床主要用途:
QH2-M15型(xing)專用轉子磨床是采用成(cheng)型(xing)CBN砂輪(濕式)磨削(xue)的方法,對螺(luo)桿/螺(luo)旋轉子類工件的齒型(xing)型(xing)線進(jin)行磨削(xue)的,精密專用數控磨削(xue)機床。
機(ji)床(chuang)數控軸(zhou)(zhou)數為(wei)五軸(zhou)(zhou)/三聯動。(其中實(shi)現工(gong)件基礎(chu)切削功(gong)能(neng)三個軸(zhou)(zhou))。分(fen)(fen)別完成對(dui)機(ji)床(chuang)如下執行(xing)及(ji)功(gong)能(neng)部件的(de)(de)控制:C軸(zhou)(zhou)—工(gong)件頭架(jia)(jia)旋轉主軸(zhou)(zhou)及(ji)工(gong)件槽數自(zi)動分(fen)(fen)度軸(zhou)(zhou),Y軸(zhou)(zhou)—砂(sha)輪架(jia)(jia)徑向(xiang)移動/進給(gei)軸(zhou)(zhou),X軸(zhou)(zhou)—工(gong)件工(gong)作臺(tai)軸(zhou)(zhou)向(xiang)移動/進給(gei)軸(zhou)(zhou),B軸(zhou)(zhou)—砂(sha)輪架(jia)(jia)角(jiao)向(xiang)角(jiao)度調(diao)整回(hui)轉軸(zhou)(zhou)軸(zhou)(zhou),A軸(zhou)(zhou)—機(ji)床(chuang)砂(sha)輪架(jia)(jia)主軸(zhou)(zhou)。實(shi)現機(ji)床(chuang)砂(sha)輪的(de)(de)精密回(hui)轉。
其(qi)中C軸(zhou)(zhou)/X軸(zhou)(zhou)/Y軸(zhou)(zhou)為螺(luo)旋轉(zhuan)子(zi)(zi)數控(kong)磨削聯動(dong)軸(zhou)(zhou),機床(chuang)的螺(luo)旋轉(zhuan)子(zi)(zi)槽螺(luo)紋導程運動(dong)由C軸(zhou)(zhou)—工件頭架旋轉(zhuan)主軸(zhou)(zhou)和X軸(zhou)(zhou)—砂輪架軸(zhou)(zhou)向(xiang)(xiang)移動(dong)/進給(gei)(gei)實現聯動(dong)完(wan)成(cheng)。機床(chuang)的螺(luo)旋轉(zhuan)子(zi)(zi)槽螺(luo)紋深度(du)由X軸(zhou)(zhou)—砂輪架徑向(xiang)(xiang)移動(dong)/進給(gei)(gei)完(wan)成(cheng)。
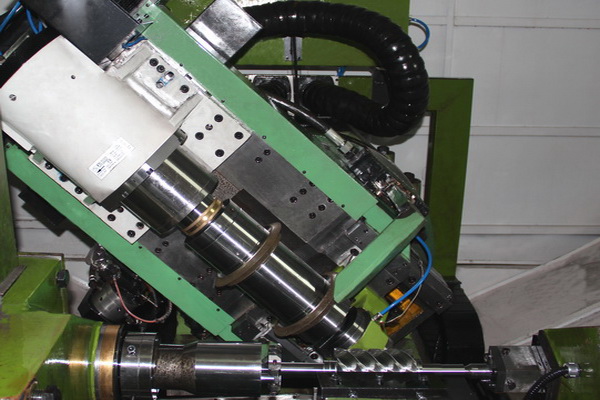
機床砂輪(lun)架(jia)上(shang)安裝(zhuang)有兩個CBN砂輪(lun)部(bu)件,分別完成轉(zhuan)子(zi)槽的粗/精磨(mo)(mo)削(xue),砂輪(lun)架(jia)可沿軸向(xiang)移動,使CBN砂輪(lun)移動至對(dui)應的磨(mo)(mo)削(xue)工(gong)位。通(tong)過對(dui)工(gong)件的粗磨(mo)(mo)及精磨(mo)(mo),是(shi)一(yi)種大(da)幅提高螺桿/螺旋轉(zhuan)子(zi)工(gong)件齒型(xing)型(xing)線各項精度指標的先進工(gong)藝方式。
三、機床主要技術參數:
最大磨削直徑 Φ150 mm
最大磨削長度 650 mm
最大工件重量 100 kg
最大導程角 ±60度
可磨螺紋頭數 1~99
磨削螺牙導程 0~1000 mm
工件中心與砂輪主軸中心距 360 mm
工件主軸轉速 0~50 rpm
尾架移動行程 450 mm
尾架套筒行程 80 mm
最大磨削深度 40 mm
砂輪直徑 Φ200/Φ300 mm
砂輪最大轉速 8500 rpm
砂輪線速度 V砂=80-110米/秒
砂輪最大安裝寬度 70 mm
砂輪主軸額定功率 25 kw
砂輪主軸支撐軸徑 Φ80 mm
最大進給速度 10米/分
螺旋線進給速度 6米/分
X\Y軸直線度 0.006 mm
X\Y軸定位精度 0.005 mm
X\Y軸重復定位精度 0.003 mm
Z軸定位精度 0.006 mm
Z軸重復定位精度 0.003 mm
C軸定位精度 ≤20角秒
C軸定重復位精度 8角秒
B軸定位精度 20角秒
B軸定重復位精度 15角秒
螺旋線導程直線度 0.015 mm
