
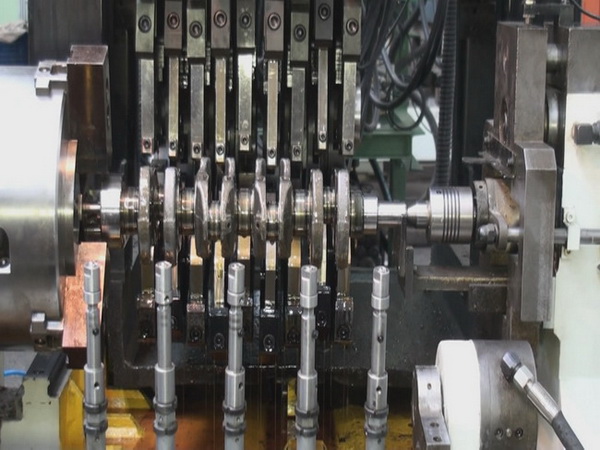
一. QH2-042變力曲軸圓角滾壓及滾壓校直機床(發明專利號1823602)是與武漢理工大學共同開發的一款高檔數控設備。該機床為九鉗直立布置,可以一次性對所有四缸曲軸完成的變力滾壓,自動檢測和自動滾壓校直的加工。該機床帶有測力器,自動檢測工件零位,自動檢測記錄工件加工情況和滾輪破碎自動檢測等功能,可以完全保證工件的加工質量。具備與著名德國的圓角滾壓設備制造商Hegenscheidt公司產品同樣的功能,具有極高的性價比。
二.機床(chuang)的主(zhu)要技術參數:
最大工(gong)件(jian)長度 700mm
最(zui)小工件長度(du) 400mm
最(zui)大回轉(zhuan)直徑 200mm
主軸頸(jing)、連桿頸(jing)中(zhong)心(xin)距 35~55mm
偏心(xin)距 30~65mm
主軸頸、連桿(gan)頸軸頸寬(kuan)度 16~32mm
主軸軸頸直徑 φ40~φ70mm
主軸轉(zhuan)速(su) 10~55r/min
最(zui)大滾(gun)壓力 25KN
主電機功(gong)率 5KW
滑臺(tai)驅動(dong)交流伺服電機扭矩(功率) 18.8N.m(4KW)
液壓電機功率 7.5KW
潤滑電機(ji)功率(lv) 0.75KW
機床外(wai)形尺(chi)寸(長×寬(kuan)×高) 3000×2200×2500mm
三.機床加工順序
1.上料:人工(gong)(gong)將車頭和尾座頂(ding)(ding)尖(jian)頂(ding)(ding)緊工(gong)(gong)件。
2.夾(jia)(jia)緊:尾座(zuo)液壓(ya)頂尖伸出與卡(ka)盤(pan)內中(zhong)心(xin)頂尖一起將工件(jian)頂起并(bing)送入卡(ka)盤(pan)中(zhong)→液壓(ya)卡(ka)盤(pan)夾(jia)(jia)緊。
3.滾(gun)(gun)壓四缸機曲軸:滑臺橫向進給,九個夾(jia)鉗油缸通過滾(gun)(gun)壓頭分別夾(jia)緊工件上(shang)各自對應的主軸頸和連桿頸,此時潤滑油開。滾(gun)(gun)壓時九個夾(jia)鉗油缸按預(yu)定(ding)壓力進行加卸載,按設(she)定(ding)滾(gun)(gun)壓圈數(shu)完成滾(gun)(gun)壓。滾(gun)(gun)壓完成后滾(gun)(gun)壓裝置退出(chu)。
4.測量(liang)及校(xiao)直:檢測裝置自(zi)動(dong)(dong)對(dui)曲(qu)軸(zhou)(zhou)的五個主軸(zhou)(zhou)頸進(jin)行滾壓(ya)后的曲(qu)軸(zhou)(zhou)徑向跳動(dong)(dong)檢測并將(jiang)檢測結果與界面設定(ding)的跳動(dong)(dong)值比(bi)較。如擺差不合(he)格,則(ze)進(jin)行變滾壓(ya)力的滾壓(ya)校(xiao)直。循環(huan)以(yi)上測量(liang)和校(xiao)直過程,直至工(gong)件合(he)格。
5.下(xia)料(liao):人工踏下(xia)下(xia)料(liao)開關(guan),取(qu)料(liao)。
以上加工順(shun)序,除人工上下料外,其余過程全部自動完成。
四.生產效率
節拍(pai):完成一(yi)次滾壓(ya)所(suo)需時(shi)間約1分(fen)鐘(根據滾壓(ya)參數設定變化(hua))。
該設備(bei)獲得2011年(nian)“國家(jia)高檔數(shu)控機床(chuang)與(yu)基(ji)礎制造裝備(bei)”科技重大專項課題支持(chi),由武漢理工大學和青海第二(er)機床(chuang)制造有限(xian)責任公(gong)司聯合(he)研制。
